符合國際及日本國家標準(JEITA ET-7401/ET-7404/JISZ3198-4/MIL-STD-883/IEC60068-2-54/IEC60068-2-69)
階梯升溫法
焊錫小球平衡法
階梯升溫法
急速加熱升溫法
- 當焊錫確定后,可對印刷基板及其過孔、各種電子器件管腳的可焊性進行評價。并且還可在在氮氣(N2)環(huán)境下,對其可焊性進行評價。
- 與電腦連接,可對潤濕時間、潤濕應力、表面張力和接觸角等進行解析并對數(shù)據(jù)進行分析。
以上各測試方法,根據(jù)需要可任意選擇
可焊性測試儀5200T特點
- 在IEC 60068-2-69, EIAJ ET-7401國際標準制定時被作為參考試驗儀器。
- 靈敏度高 穩(wěn)定性好
目前,可測試的*小器件尺寸為:0603(R/C)。這是目前SND部件被標準化的*小尺寸。
- 隨時校正 把握裝置當前的工作狀態(tài)
- 使用方便 一機多能
只需進行一些簡單的裝換,就可以對焊錫、焊錫膏、電子器件等分別進行評價。
擁有適于目前各種尺寸電子器件的夾具,以保證測量結果的準確性。
可焊性測試儀5200T測試方法
| 焊錫槽平衡法 |
焊錫小球平衡法 |
急速加熱升溫法 |
階梯升溫法 |
 |
 |
 |
 |
可焊性測試儀5200T測量實例
實例1
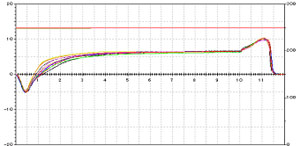
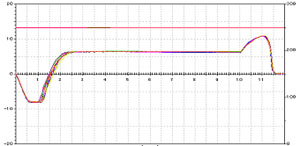
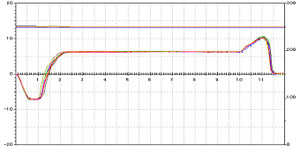
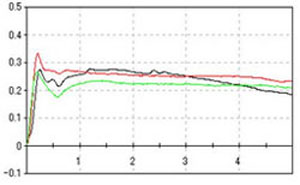
用焊錫槽法對4種焊錫潤濕性試驗的結果
| Sn-37Pb |
Sn-3.5Ag |
 |
 |
| Sn-3Ag-2Bi |
Sn-0.7Cu |
 |
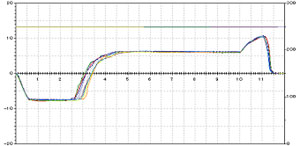 |
| 各種無鉛焊錫潤濕性曲線(橫軸:時間[s] 縱軸:應力[mN]) |
在試件(脫磷酸銅10×30×0.3)、助焊劑、試驗條件一定的情況下,根據(jù)焊錫種類的不同,將得到不同的試驗結果。可以看到,各結果的潤濕力幾乎都一樣,但過零時間(T0)的差別比較大。
具體的,Sn-37Pb T0=1sec,Sn-0.7Cu T0=3sec,Sn-3.5Ag T0=1.6sec,Sn-3Ag-2Bi T0=1.4sec很明顯Sn-37Pb的潤濕性*好。
Sn-0.7Cu的過零時間大約是它的3倍,潤濕性也就*差。Sn-3.5Ag和Sn-3Ag-2Bi相比較,過零時間大體一樣,潤濕性也相近。
因此,潤濕性優(yōu)劣的順序依次是Sn-37Pb Sn-3Ag-2Bi ,Sn-3.5Ag,Sn-0.7Cu。
實例2
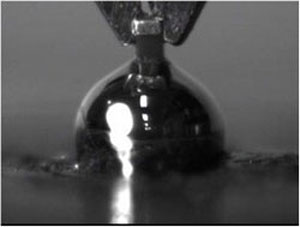
用焊錫小球法對器件0201C的潤濕性的測試結果
| 0201C潤濕性曲線 |
測定外觀 |
 |
 |
| 0201C潤濕力測定 |
對微小的SND部件,像尺寸是0201的器件,因管腳很小,故在測試時,一般浸入深度設定在0.2mm以下,試件和小球的距離也要很好的控制。
測定的潤濕力為0.25~0.35mN。另外,在現(xiàn)有的各標準中,SND部件的尺寸*小到0402C,0402R,而0201以下的部件尚未被標準化。
本試驗結果在IEC 60068-2-69, EIAJ ET-7401標準制定時被作為參考。
可焊性測試儀5200T原理
將經(jīng)過助焊劑處理過的金屬棒浸入溶融狀態(tài)的焊錫中時,焊錫的液面受作用于金屬棒間表面張力的影響,向表面張力方向移動(如圖1所示)。因此,減少了金屬棒所受的浮力。
| 圖1 作用于金屬棒上的力 |
圖2 金屬棒的潤濕過程 |
 |
 |
如果忽略金屬棒浸在焊錫中的體積的話,金屬棒未潤濕時和潤濕后,其表面張力TA,金屬棒和焊錫間接觸角的變化如圖2所示。
此時,表面張力的垂直方向的分力為TA cosθ。一般被稱為“付著力”或“付著張力”,表示“潤濕”的程度。
在這里,金屬棒和焊錫的接觸長度為L,實際上的力FA即為
FA = TA?cosθ?L
通過測定FA即可求到付著張力。
或者,從上面的式子可推出接觸角。
θ=cos-1 FA / TA L
如果TA已知,由FA即可求出θ。
其實,浮力測定的實際操作是把金屬棒夾緊,在金屬棒的上方設置應力計進行。
和應力計結合起來的金屬棒以一定的速度,一定的深度浸入焊錫槽內(一定溫度的焊錫槽),經(jīng)一定的時間后再把它取出。
因此,測定出的浮力關于時間的變化表示一定條件下金屬的“潤濕”狀態(tài)。(參照圖3)
注:關于沉浸體積對浮力的影響,有時不能忽視。
此時,浮力FV =V P
V:沉浸部分的體積
P:焊錫的比重
只要從測定值中減去沉浸部分所受的浮力就可得到表面張力引起的浮力變化。
可焊性測試儀5200T評價參數(shù)
記錄曲線的解析
記錄曲線如圖3所示,從記錄曲線減去沉浸部所受的浮力,這個差可以看做是“潤濕”的變化。
| 圖3 測定原理圖 |
 |
點A:測定開始
點B:部件接觸到液面
點C:部件到達設定深度,潤濕已開始
點D:潤濕過程向液面水平方向進行
點E:潤濕過程達到液面水平位置
點F:潤濕過程繼續(xù)進行
點G:潤濕應力達到*大值
點H:部件開始抽出
點I:部件離開液面時的瞬間
點J:部件完全離開液面
記錄曲線的評價
點B, E之間的時間差 稱之過零時間
點E, F之間的時間差 稱之上升時間
點G處應力的*大值 稱之*大應力
點H處應力值 稱之*終應力
可焊性測試儀5200T常用夾具